

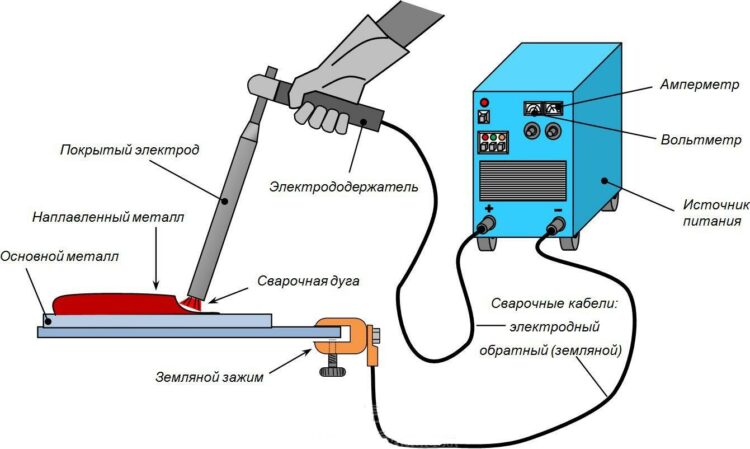
Sudarea electrică se realizează printr-un arc electric, care se formează între suprafața piesei de prelucrat și un electrod (aceasta este o tijă specială care conduce curentul, cel mai adesea metal). Arcul creează o temperatură la care metalul se topește, iar apoi este posibilă conectarea produselor, locul joncțiunii lor fiind o cusătură de sudură.
Pentru ca o astfel de cusătură să fie durabilă și să aibă un aspect estetic plăcut, este necesar să alegeți cu înțelepciune — ce tehnică să aplicați: cum să țineți corect electrodul în timpul sudării, la ce viteză și la ce amplitudine să îl conduceți.
Caracterizarea procesului de sudare
Învelișul special al capătului electrodului, încălzit până la topirea metalului, arde, formând în același timp o bulă de gaz. Această bulă și zgura topită formată în timpul procesului protejează punctul de sudură de oxigen.
Metalul topit trebuie ținut sub arc timp de aproximativ trei secunde — în timp ce se formează un rulou de sudură pentru a permite trecerea de la marginea metalului topit la suprafața bazei. În același timp, zgura lichidă ar trebui să urmeze arcul, acoperind metalul până când se cristalizează. Pentru ca acest proces să se desfășoare corect, trebuie să știți exact cum să țineți corect electrodul atunci când sudați metal.
Controlând cantitatea de metal, puteți crea diferite suduri: dacă suprafața este doar plată — aceasta este o sudură normală, dacă este convexă — întărită. Dacă este slăbită, linia de sudură va fi concavă.
De asemenea, pe calitatea lucrărilor de sudură afectează metoda de penetrare — ținând lungimea arcului cu diferite tehnici. Dacă arcul crește — adâncimea de penetrare scade, dacă scade — poate apărea un scurtcircuit.
Mișcarea electrodului în timpul sudării se realizează prin diferite tehnici de tragere:
- Triunghiul — sudura este sudată cu suficientă forță. Se utilizează la sudurile în unghi (catete de la 6 milimetri), la îmbinarea țevilor.
- Zigzag — relevantă pentru îmbinările în unghi (catehetus până la 6 milimetri), sudură cap la cap la poziția inferioară în spațiu.
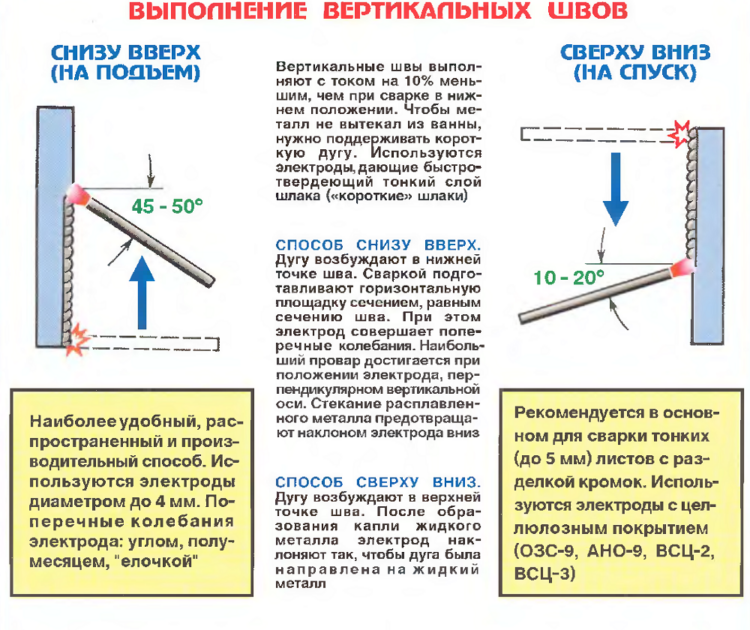
- În formă de buclă — ambele margini sunt încălzite intensiv. Este convenabil să se sudeze în îmbinări verticale.
Pentru a asigura o calitate excelentă, este necesar să se controleze modul de ghidare corectă a electrodului la sudarea metalului. Metodele sunt practicate:
- progresiv;
- rectiliniu;
- oscilant.
Cum să țineți corect electrodul
Fiecare sudor își dezvoltă propriul stil de a ține și de a ghida electrodul atunci când sudează în fiecare caz. Fiecare detaliu este important. Viteza trebuie să fie astfel încât să nu supraîncălzească și să nu ardă metalul și să nu permită nesudarea.
Unghiul de înclinare al electrodului este, de asemenea, important. În fiecare caz, acesta este setat individual. Principalele moduri sunt după cum urmează:

- Unghiul înainte. Înclinare de la 30º la 60º. Zgura topită merge în spatele băii de sudură, acoperind imediat metalul. Dacă un pic cade în față, este deplasat de metalul în fierbere, este mai greu. Dacă prea multă zgură cade în față, unghiul trebuie să fie redus. Dacă masa de zgură este atât de mare încât nu se solidifică — se nivelează unghiul la un unghi drept și, înclinând treptat, se caută valoarea optimă, restabilind echilibrul. Această metodă este relevantă pentru dimensiunile mici ale penetrației, rosturilor verticale și ale tavanului.
- Unghi drept. Această metodă este utilizată pentru suprafețele greu accesibile unde nu este posibilă sudarea într-un mod diferit.
- Unghi spate. De la 30º la 60º. Aici zgura este plasată în spatele bazinului de sudură. Selectați unghiul astfel încât masa de zgură să aibă timp să tragă în sus și să acopere metalul. Este utilizat pentru a obține o penetrare profundă, în locuri înguste, la îmbinările de colț ale țevilor.
Cum să țineți corect electrodul atunci când sudați cu un invertor — sudorul învață prin acumularea de experiență și aplicarea regulilor generale.





